در میان روشهای جوشکاری، روشهای مبتنی بر قوس الکتریکی مهمترین و پرکاربردترین روشها به حساب میآیند. در این میان جوشکاری TIG که در اصطلاح با نام جوشکاری آرگون هم شناخته میشود، به دلیل تنوع عملکرد و ظاهر خوبی که برای فلز جوش به وجود میآورد، توانسته به خوبی جای خود را باز کند. شما با مطالعه این مقاله بیشتر با اصول این روش و مزایا و معایبی که در رقابت با سایر روشهای جوشکاری ذوبی ایجاد کرده، آشنا خواهید شد....
3آبان1400
جوشکاری آرگون (تیگ) :
در میان روشهای جوشکاری، روشهای مبتنی بر قوس الکتریکی مهمترین و پرکاربردترین روشها به حساب میآیند. در این میان جوشکاری TIG که در اصطلاح با نام جوشکاری آرگون هم شناخته میشود، به دلیل تنوع عملکرد و ظاهر خوبی که برای فلز جوش به وجود میآورد، توانسته به خوبی جای خود را باز کند. شما با مطالعه این مقاله بیشتر با اصول این روش و مزایا و معایبی که در رقابت با سایر روشهای جوشکاری ذوبی ایجاد کرده، آشنا خواهید شد....
منظور از جوشکاری آرگون (تیگ) چیست؟
از جوشکاری تیگ در صنعت با نام های «جوش آلومینیوم»، «هلی آرک» و «هلی ولد» نیز یاد میشود. گرچه از این روش با نام علمی Gas Tungsten Arc Welding» GTAW» نیز یاد میشود. جوش آرگون یکی از روش های جوشکاری قوسی محسوب میشود که در آن دو قطعه توسط حرارتی که از قوس الکتریکی بین الکترود تنگستنی و قطعه کار به وجود میآید، به هم متصل میشوند. به منظور محافظت از حوضچه مذاب از گاز محافظ آرگون یا مخلوطی از هلیوم و آرگون استفاده میشود.
جوشکاری TIG به چه صورتی انجام میشود؟
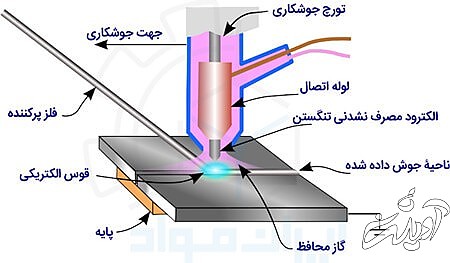
در روش جوشکاری آرگون یک قطب جریان الکتریکی، به فلز پایه (قطعۀ کار) و قطب دیگر به الکترود مصرف نشدنی متصل می شود که همان تنگستن است. تنگستن یک فلز بسیار سخت با دمای ذوب ۳۸۰۰ درجۀ سلسیوس است؛ از این رو خیلی دیر ذوب می شود.
پس از ایجاد قوس الکتریکی بین الکترود تنگستن و قطعۀ کار، فضای قوس و الکترود سرخ شده و حوضچهی مذابی از فلز پایه تشکیل می گردد. این حوضچه توسط گاز خنثی در برابر عوامل اتمسفریک (مخصوصا اکسیژن) محافظت می شود.
به این دلیل که گاز خنثی از اطراف الکترود تنگستنی و از داخل تورچ عبور می کند، اثر خنک کنندگی روی تنگستن و تورچ دارد. لازم به ذکر است که «تورچ» یا «مشعل» همان تفنگ جوشکاری است که شامل الکترود تنگستنی و مجرای اعمال گاز محافظ است.
با توجه به نوع کاربرد، در جوشکاری تیگ از یک فلز پرکننده نیز می توان استفاده کرد. فلز پرکننده با ترکیب مشخص، در ناحیۀ تشکیل مذاب قرار می گیرد و ناحیۀ اتصال را پر می کند. جوشکاری TIG با حالت های دستی، ماشینی و یا اتوماتیک قابل اجرا است.
روش جوشکاری با گاز آرگون (GTAW)
تجهیزات جوش تیگ
منبع جوشکاری TIG
در جوشکاری GTAW برای ایجاد جریان و قوس الکتریکی به دستگاه جوش (منبع نیرو) نیاز است. جریان های الکتریکی مورد نیاز در جوش TIG، ممکن است توسط موتور ژنراتورهای AC یا DC و یا ترانسفورماتورهای AC و یکسو کننده های DC و یا توسط ژنراتورهای دیزلی و بنزینی تأمین گردد.
جوشکاری TIG وابستگی بسیار زیادی به نیروی الکتریکی و ماشین جوش دارد. نیروی الکتریکی که برحسب وات ( آمپر × ولت ) توسط منبع نیرو تولید می شود، با یونیزه شدن گاز محافظ قوس الکتریکی، به حرارت تبدیل می گردد.
در اجرای جوشکاری تیگ، پس از تعیین گاز محافظ، شدت جریان قوس الکتریکی و طول قوس است که مقدار حرارت مورد نیاز را کنترل می کند. شدت جریان جوشکاری TIG را اپراتور روی منبع نیرو تنظیم می کند. اما ولتاژ قوس الکتریکی با تغییرات طول قوس بین نوک الکترود تنگستن و قطعه کار تغییر می کند.
مشعل (تورچ) جوشکاری TIG
مشعل های جوشکاری آرگون، وظیفۀ نگهداری الکترود تنگستنی و رساندن گاز محافظ به منطقه قوس و حوضچه مذاب را دارند. کیفیت این مشعل ها با توجه به معیارهایی مانند ظرفیت حمل ماکزیمم جریان جوشکاری بدون گرمایش زیاد ارزیابی می شود. مشعل های جوش GTAW با توجه به تطابق آن ها با درجه و سایز الکترود در مدل ها سایز های مختلفی طراحی می شوند.
اکثر مشعل هایی که به طور دستی کار می کنند، دارای زاویه بین الکترود و دستۀ مشعل ۱۲۰ درجه هستند. همچنین مشعل هایی با زاویه سر قابل تنظیم و مشعل های مستقیم (مدادی) و با زاویه سر ۹۰ نیز در صنعت به کار می روند. اغلب این مشعل ها دارای کلید یا شیر خروجی گاز بر روی دسته مشعل هستند.
مشعل (تورچ) جوشکاری تیگ (Torch)
الکترود جوشکاری TIG
در فرایند جوشکاری آرگون، انتخاب قطر الکترود، به شدت و نوع قطبیت جریان بستگی دارد. الکترود های تنگستنی عمدتا با قطرهای ۰٫۲۵ تا ۶٫۳۵ میلی متر و طول ۷۶ تا ۶۱۰ میلی متر عرضه می شوند. این الکترود ها ممکن است ترکیب ها و خواص متفاوتی داشته باشند. جدول زیر بر اساس استاندارد AWS به معرفی الکترودهای جوشکاری تیگ می پردازد.
مشخصات الکنرود جوشکاری گاز آرگون (جوشکاری تیگ)
گاز محافظ جوشکاری TIG:
در جوشکاری تیگ ، گاز محافظ توسط نازلی که روی مشعل بسته می شود، بر روی منطقۀ جوش متمرکز می گردد. گازهای محافظ معمولا در کپسول های مخصوص ذخیره می شوند. این گازها می توانند گاز خالص (تک گاز)، مخلوطی از دو گاز (مخلوط های دوتایی) یا مخلوطی از سه گاز (مخلوط های سه تایی) باشند. مهم ترین گاز های بی اثر که در جوشکاری تیگ ممکن است به صورت تک فاز یا مخلوط به کار روند عبارتند از: آرگون، هلیوم، نیتروژن، دی اکسید کربن و…
چه عواملی بر کیفیت جوشکاری تیگ تاثیرگذار است؟
چهار عامل اصلی وجود دارد که بیش از بقیۀ عوامل در نتیجۀ جوشکاری TIG اثرگذارند. در ادامه این چهار عامل را بررسی می کنیم.
سرعت پیشروی در جوش آرگون
سرعت پیشروی عملیات جوشکاری بر روی نفوذ و عرض گُردۀ جوش اثرگذار است. همچنین بر هزینۀ جوشکاری نیز تاثیر دارد. مطمئنا در هر کاربردی اگر افزایش سرعت جوش بر کیفیت جوش اثر نگذارد، ترجیح اپراتور بر افزایش سرعت و به دنبال آن نرخ تولید خواهد بود. لازم به ذکر است هنگامی که دیگر متغیرها مانند جریان یا ولتاژ برای کنترل جوش تغییر می کنند، سرعت پیشروی در جوشکاری TIG مکانیزه، ثابت است.
ولتاژ قوس در جوشکاری آرگون
میزان اختلاف پتانسیلی که میان سطح قطعۀ کار و الکترود تنگستنی به وجود می آید، ولتاژ قوس نامیده می شود. این ولتاژ خود تحت تاثیر سه عامل زیر است:
شکل نوک الکترود تنگستنی
فاصلۀ نوک الکترود تا قطعه کار
جریان قوس
زمانی که از ولتاژ قوس در جوشکاری تیگ برای کنترل طول قوس استفاده شود، باید به متغیرهای دیگری که بر روی ولتاژ تأثیر می گذارند نیز توجه داشته باشیم. در رأس همه عیوب آلودگی توسط الکترود و گاز محافظ، تغذیه نامناسب سیم جوش و تغییر دمای الکترود و فرسایش و ساییدگی الکترود است.
در اين فرايند سيم جوش به صورت پيوسته و يكنواخت توسط يك سيستم تغذيه وارد حوضچه جوش مي شود .قوس الكتريك بين قطعه كار و نوك سيم جوش ايجاد شده و عمل ذوب تحت پوشش گاز محافظ كه معمولا CO2 يا گاز تركيبي Ar + CO2 مي باشد صورت ميگيرد . جنس سيم جوش مورد استفاده معمولا فولاد ساده كربني بوده كه با يك لايه نازك مسي پوشانده شده است .كه اين پوشش علاوه بر محافظت سطح سيم جوش و جلوگيري از زنگ زدن آن ، باعث بهبود هدايت الكتريكي سيم جوش ، افزايش عمر مفيد نازل و ثبات قوس مي شود
جوشکاری زیر آب از زمان جنگ جهانی دوم هنگامی که کشتیهای خسارت دیده باید سریعاً در آب تعمیر میشدند به وجود آمد. بیرون آوردن کشتی برای تعمیر کردن آن، هم اکنون هم بسیار هزینه بر است و صرفه اقتصادی ندارد. بسیاری از مردم جوشکاری زیر آب را بسیار عجیب میدانند، چون ماهیت جوشکاری را از آتش میدانند. ولی جوشکاری ماهیت قوس الکتریکی دارد و روشن شدن آن زیر آب کار عجیبی نیست. برای جوشکاری در خشکی، هوا یونیده میشود و در آب، بخار آب یونیزه میشود.
طبق طبقهبندی استانداردهای مدیریت کیفیت (ایزو ۹۰۰۰)جوشکاری جزء فرایندهای ویژه طبقهبندی شدهاست که این نشاندهندهٔ این است که برای کنترل کیفیت و تضمین کیفیت این فرایند ویژه میباید پیشبینیهای خاصی انجام داد. به این منظور پیش از عملیات جوشکاری تمام پارامترها دخیل در فرایند شامل مواد اولیه (آلیاژها)، دستگاه و تنظیمات آن، مواد مصرفی و جوشکار بر طبق استاندارد (ایزو ۳۸۳۴) مورد ارزیابی و بررسی و تأیید قرار میگیرند
جوشکاری (به انگلیسی: Welding) یکی از روشهای تولید میباشد. هدف آن اتصال دائمی مواد مهندسی (فلز، سرامیک، پلیمر، کامپوزیت) بهیکدیگر است؛ بهگونهای که خواص اتصال برابر با خواص مادهٔ پایه باشد. جوشکاری همچنین یکی از فرایندهای اتصال دائمی قطعات (فلزی یا غیرفلزی)، به روش ذوبی یا غیر ذوبی، با بهکارگیری یا بدون بکارگیری فشار، با استفاده یا بدون استفاده از ماده پرکننده میباشد. فرایندهای جوشکاری به دو دسته اصلی تقسیم میشوند: فرایندهای جوشکاری ذوبی و فرایندهای جوشکاری غیر ذوب
آتش ،فلز،چرخ،خط و... همه وهمه نشان از درك انسان از طبيغت و استفاده آن براي زيستن بهتر است.اينگونه مي توان گفت كه نگاه انسان به طبيعت و به آنچه كه در ان احساس نياز مي كند اگر با خلاقيت و گشاده نظري وي همراه باشد،منجر به پيشرفتي مي شود كه به نوعي ميتوان آن را تمدن دانست.شايد مقايسه اكنون با زماني كه خط ساخته شد درست نباشد.امكانات كنوني در دنياي كنوني بنابر نياز انسان كنوني قابل تعريف است، نمي توان نظريه پردازيهاي جهان گذشته را ناديده يا اندك گرفت.هرآنچه كه ذهن انسان را از حالت ركود و روزمرگي و عادت به شرايط حال بيرون كشد و موجب ايجاد خلاقيت گردد، گامي جلو به سوي تفكر صورت مي پذيرد كه خود نمادي از متمدن بودن جامعه است .حال اين مساله در هر زمان و دوره اي براساس خواسته ها و علايق انسانهاي آن دوره است. به عنوان مثال زماني كه انسان فلز را شناخته و از آن بعنوان ابزاري استفاده مي كند كه نيازهاي اساسي خود را با ان برطرف نمايد و راه را براي غلبه بر طبيعت هموارتر سازد ، خود نشان از پويايي و يا به عبارتي بهتر وجود تمدن در ان جامعه است . كوتاه سخن اينكه به جرئت مي توان گفت كشف آتش و دستيابي بشر به فلز و فن فلزكاري ، از پايه هاي غير قابل انكار در تسريع پيشرفت تمدن بشري بوده است . داستان ذوالقرنين و ساختن سد فلزي ! در قران كريم .حضور الهه اتش و فلز كاري در اساطير يونان باستان گوياي اين حقيقت غير قابل انكار ميباشد .
تورچ جوشکاری یکی از پرکاربردترین لوازم جوشکاری برای جوش دادن انواع فلزات به یکدیگر و ایجاد درزهای محکم در میان آنها است. جوشکاران معمولا تورچ را برای دقیقتر هدف قرار دادن محل جوشکاری و ایجاد یک لایه جوش تمیز و دقیق استفاده میکنند. از این وسیله میتوان برای جوشکاری انواع گازها استفاده کرد. درواقع هر تورچ جوشکاری دارای دو دهانه است. یکی از این دهانهها مخصوص ورود سوخت به تورچ و دیگری محل ورود اکسیژن یا گازهای دیگر به آن است.
نور حاصل از دستگاه جوش از جنس اشعه فرابنفش است. به همین دلیل جوشکاران در زمان استفاده ملزم به استفاده از عینکهای محافظ و استاندارد هستند. بی توجهی به این موضوع موجب آسیب دیدن قرنیه چشم میشود. عارضه حاصل از این فرایند، برق زدگی چشم نام دارد. درد، سوزش، خارش، تاری دید و نابینایی موقت از شایعترین علائم این عارضه هستند. این مقاله به معرفی این عارضه و نحوه مواجهه با آن اختصاص داده شده است. برای کسب اطلاعات بیشتر در این زمینه ما را تا پایان همراهی کنید.