


برای حصول اطمینان از صحت عملكرد تجهیزات مورد استفاده ، كنترل داده های ورودی و خروجی دستگاه ،كالیبراسیون تجهیزات كنترلی و كنترل دوره ای تجهیزات زیر نظر متخصصین مورد تایید شركت های سازنده بهترین و اسانترین راه می باشد
7 مرداد 1398
مقالات تخصصی

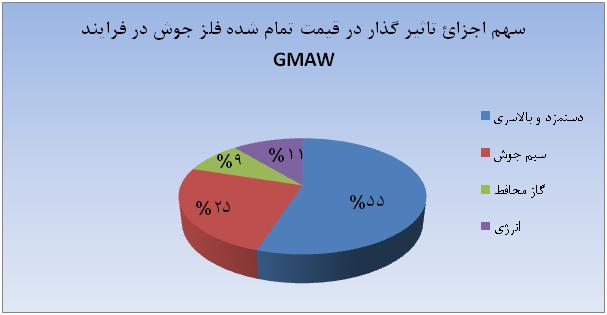
كنترل و كاهش دستمزد و بالاسري با توجه به سهم عمده اين فاكتور در براورد قيمت تاثير به سزايي داشته و ناگزير به نظر ميرسد. انتخاب مناسب گاز محافظ علاوه بر كنترل و كاهش هزينه دستمزد و بالاسري، نقش تعيين كننده اي در افزايش كيفيت جوش اجرا شده و افزايش توان توليد علي ا لخصوص در فولادهاي آلياژي از قبيل فولادهاي زنگ نزن دارد
كنترل و كاهش دستمزد و بالاسري با توجه به سهم عمده اين فاكتور در براورد قيمت تاثير به سزايي داشته و ناگزير به نظر ميرسد. انتخاب مناسب گاز محافظ علاوه بر كنترل و كاهش هزينه دستمزد و بالاسري، نقش تعيين كننده اي در افزايش كيفيت جوش اجرا شده و افزايش توان توليد علي ا لخصوص در فولادهاي آلياژي از قبيل فولادهاي زنگ نزن دارد
گازهاي محافظ مناسب براي جوشكاري فولادهاي زنگ نزن
گاز خالص آرگون :
از ويژگي هاي گاز خالص آرگون ، سهولت ايجاد قوس و پايداري نسبي آن مي باشد
گاز محافظ تركيبي Ar-o2 : ( آرگون 98%+ اكسيژن 2% )
از ويژگي هاي اين گاز تركيبي افزايش سرعت جوشكاري و سياليت حوضچه مذاب ، افزايش پايداري قوس ،اجرا و كنترل دقيقتر در نوع انتقال قطرات مذاب سيم جوش و در نتيجه كاهش پاشش مي باشد .
گاز تركيبي سه جزئي Ar-He-Co2: (آرگون 66% +هليوم 33%+ دي اكسيد كربن 1%)
از ويژگي هاي اين تركيب سرعت بالاي جوشكاري،اجراي گرده جوش تخت و خوابيده ،كاهش پروسيتي ، بهبود آلياژسازي ، افزايش مقاومت به خوردگي و جلوگيري از ايجاد اكسيدهاي سطحي به واسطه دي اكسيد كربن ودر نهايت همخواخي مناسبتر رنگ فلز جوش با فلز پايه مي باشد .
گاز تركيبي سه جزئي Ar-He-Co2 : ( آرگون 7/5%+هليوم 90%+دي اكسيد كربن 2/5%)
از ويژگي هاي اين تركيب ، افزايش نفوذ ،افزايش پايداري قوس ميباشد. درصد بالاي هليوم در اين تركيب موجب تامين حرارت ورودي مناسب و كافي براي روش انتقال اتصال كوتاه و وجود دي اكسيد كربن موجب عدم جذب كربن و تشكيل لايه اكسيدهاي سطحي مي شود.
اين تركيب براي جوشكاري با ضخامتهاي كمتر از 3 ميليمتر مناسب ميباشد.
برای حصول اطمینان از صحت عملكرد تجهیزات مورد استفاده ، كنترل داده های ورودی و خروجی دستگاه ،كالیبراسیون تجهیزات كنترلی و كنترل دوره ای تجهیزات زیر نظر متخصصین مورد تایید شركت های سازنده بهترین و اسانترین راه می باشد

آموزش و افزایش مهارت كاربر منجر به بهره وری مناسبتر ، كاهش هزینه تجهیز ، كاهش نیاز به خدمات و در هدفی والاتر حفظ منابع ملی خواهد شد .
")
آلومينيوم خالص ( سري 1xxx ) : كاربرد وسيع در ساخت مخازن ذخيره مواد شيميايي و لوله سازي به واسطه مقاومت به خوردگي فوق العاده و در اتوبوسهاي برقي به واسطه هدايت الكتريكي بالا ، جوش پذيري مناسب ، سيم جوش پيشنهادي 1100 & 4043

فرایند GTAW با کاربرد گسترده که استفاده از منبع تغذیه های AC مجهز به سیستم HF و خصوصیات موج مربع مناسبترین پیشنهاد میباشد . انتخاب پارامترهای جوشکاری مناسب به فاکتورهایی از قبیل ضخامت فلز پایه ،موقعیت جوشکاری ، طرح اتصال و ... بستگی دارد .

نکته قابل تامل اینکه ، در صورت بروز هر کدام از موارد ذکر شده ، تعویض سیم جوش فرسوده معمولا آخرین موردیست که مورد توجه قرار میگیرد . ( به صورت معمول ، تعویض نازل – تعویض تورچ - تغییر میزان فشار بر روی غلطک های هادی سیستم تغذیه سیم جوش- تغییر میزان فشار و تعویض گاز محافظ ، جزء مواردیست که بدون توجه به اختلال پیش آمده در تولید و هزینه های تحمیل شده ، مورد توجه جوشکار یا متصدیان تعمیر و نگهداری قرار میگیرد).

روش اتصال کوتاه : این روش انتقال برای جوشکاری آلومینیوم مناسب نبوده ، جوش حاصله عموما با مشکلاتی از قبیل عدم ذوب ، عدم نفوذ ، استحکام پایین جوش و تمایل زیاد به ایجاد ترک و گسیختگی ، مواجه است . همانطوری که از نام این روش پیداست ، نوک سیم جوش به طور پیوسته به سطح فلز پایه برخورد کرده ، و عمل ذوب صورت میگیردکه با توجه به نرمی سیم جوش های آلومینیومی ، همواره احتمال جمع شدن سیم جوش در لاینر تورچ و مچاله شدن آن بین غلطک های هادی وجود دارد .

ترک خستگی به صورت بین دانه ها پدید می اید انتشار ان در بین دانه ها بیشتر از مرز دانه هاست . به همان اندازه که ترک انتشار می یابد تنشهای پسماند افزایش می یابد . به طوریکه یک تقابل افزایشی در نرخ انتشار ترک وجود دارد و در ادامه به مرحله ای می رسد که سطح باقی مانده نمی تواند بار اعمال شده را تحمل کند و در نهایت گسیختگی اتفاق می افتد .